Your Trusted Choice for ETP and STP Twin Lobe Roots Blower, Automatic Cement Feeding Machine System, Bulker Unloading System, Twin Lobe Roots Blower, and Industrial Air Cooled Roots Blower Where Precision Meets Performance.
Shree Ambika Engineering is a trusted name as a manufacturer and supplier, specializing in precision-engineered industrial solutions designed for optimal efficiency and long-term performance. The product range includes etp and stp twin lobe roots blower, automatic cement feeding machine system, bulker unloading system, twin lobe roots blower, and industrial air cooled roots blower. Each product reflects a commitment to delivering energy-efficient, reliable, and high-performance machinery that caters to the evolving needs of various industries. The focus remains on engineering excellence, innovation, and delivering value-driven solutions that enhance productivity while reducing operational costs.
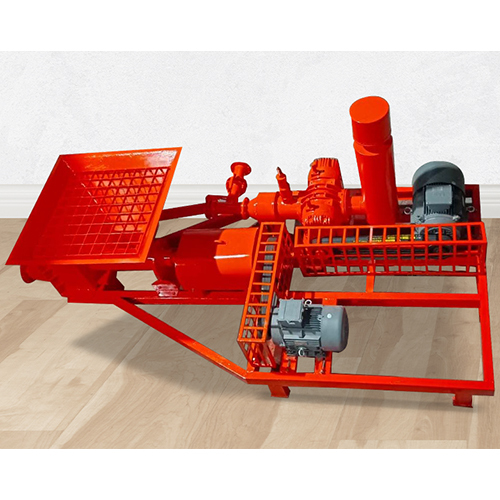
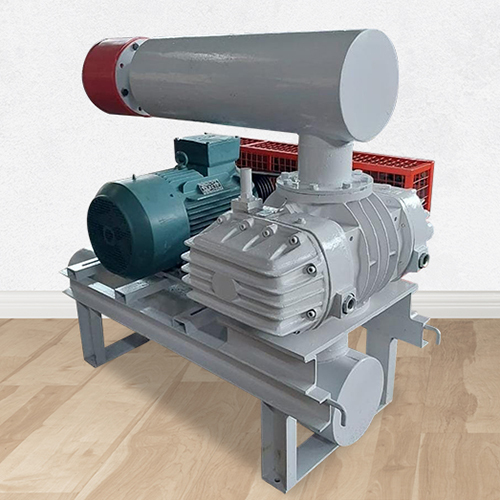
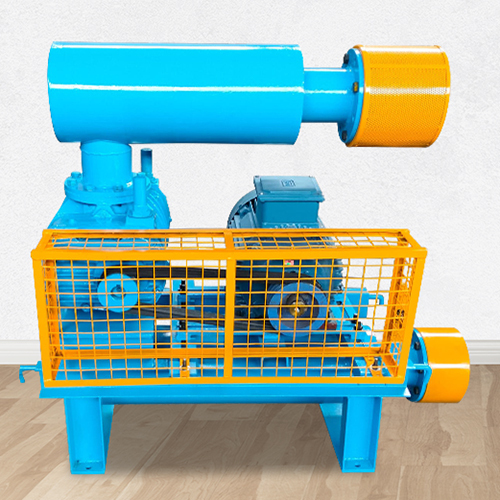
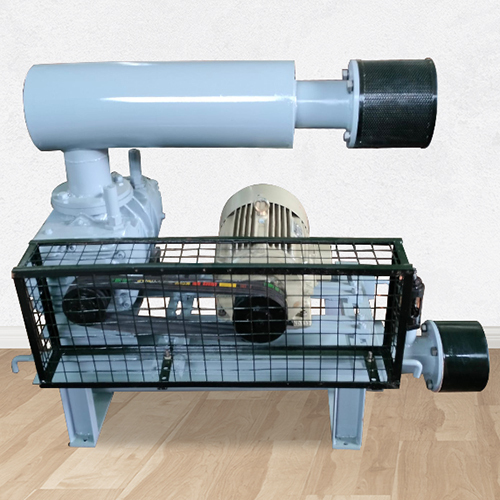
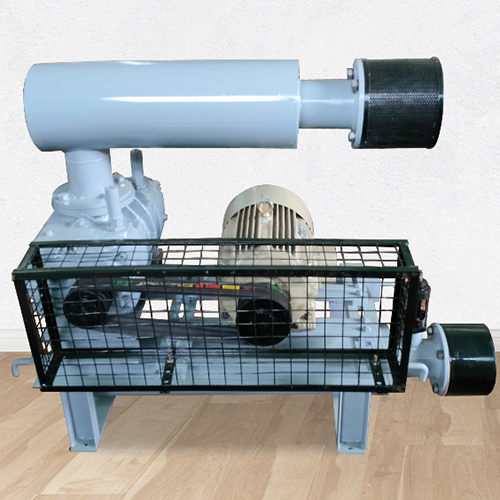
Engineered for versatility and robust performance, the etp and stp twin lobe roots blowers are designed with superior energy consumption control, ensuring seamless operation in demanding environments. The automatic cement feeding machine system is crafted with minimal maintenance requirements and precision accuracy, delivering unmatched reliability in cement handling processes. For industries requiring rapid material transfer, the bulker unloading system offers advanced dust control technology, ensuring safe and efficient unloading operations. Twin lobe roots blowers are manufactured to industrial-grade standards, promising extended service life with reduced downtime. The industrial air cooled roots blower incorporates exceptional thermal management, guaranteeing continuous operation even in high-temperature conditions. A reputation for offering comprehensive installation and technical support services across all product lines has established Shree Ambika Engineering as a preferred partner in the industry. Custom engineering solutions are tailored to meet specific client requirements, delivering products that comply with international quality and safety standards. Locally manufactured yet benchmarked to global quality expectations, these solutions stand as a testament to the brand's pursuit of excellence.
Why Us?
We stand apart by delivering custom-engineered solutions with reduced operational costs, driven by innovative design principles. Products are crafted with precision to ensure long-term durability and optimal performance, backed by comprehensive technical support. A dedicated team ensures that client-specific industrial requirements are met with efficiency and reliability, ensuring seamless integration into any operation. The focus on compliance with international quality standards and the use of sustainable manufacturing practices solidifies trust in the brand as a reliable and forward-thinking partner in industrial solutions.